4.标准作业卡
标准工作卡又称标准工作票,是指为了描述工位内所有操作人员的工作状态而记录的节拍时间、标准工作顺序和标准在制品(即标准工作三要素),以及记录的质量确认和安全注意事项的内容。标准工卡是现场管理的工具。下图显示了一个标准工作卡的示例。

标准操作卡具有以下功能:
(1)标准操作卡记录了每个操作者在工位上的操作范围,是每个工艺人员遵守标准操作顺序的准则。
(2)标准操作卡是现场管理的可视化工具,是班组长、班长、主管检查所有操作人员遵守标准操作的检查依据,具有发现工位问题、指导员工的作用。
(3)上级管理者可以评价现场改进能力。必须通过流程的操作改进来纠正标准操作。如果一个部门的标准作业卡长期贴在那里,上级管理层会判断该部门没有努力改善作业。
标准作业卡的编制方法:
(1)准备标准操作卡。
(2)表中尺寸与现场实际尺寸的比例关系可根据现场面积大小按比例设定。
(3)工作台、工作台和零件架在表中的投影面积应根据实际尺寸按比例缩小。
(4)在表格中填写加工作业内容、加工起止内容、加工作业标准等必要内容。
(5)在标准工作卡的图表区,根据测量结果画出工作位置、工位器具的放置位置、工作台和零件架。
(6)根据操作顺序中的行走步骤,用实线标出操作者的操作路线,并在每次操作中填写必要的操作顺序号。
(7)在标准作业卡下方填写编制人(班长、标准作业组人员)、审核人、批准人(车间主任)姓名。
最后需要注意的是,制定的标准操作不是固定标准,而是现行标准。对标准进行改进,改进的内容记录在标准操作中,循环改进和重新规范标准操作是标准操作最重要的环节。
/span>5.标准作业要领书
标准作业要领书也称标准作业指导书,是在标准作业卡基础上细化操作要点,用来标明标准作业顺序中各项操作内容、操作顺序、作业重点、作业指示图、使用工具、质量要求、操作要求、安全标准和设备操作证等。制定了标准作业后就要教育工人学习正确的加工方法,利用标准作业要领书在现场对工人进行指导教育,工人需要按照作业要领书进行加工作业。
标准作业要领书的制作依据各工艺的不同会略有不同,一般用图形(照片)、表格、文字等相结合的形式表示。编制标准作业要领书的方法如下:
(1)在表格中填写必要的内容,再根据标准作业组合表的作业布置确定标准作业要领书中每项作业的内容和编号。
(2)根据作业内容确定该项作业的重要项目,如力矩要求、A类项(重点项)、漏雨、重要的参数等。
(3)为便于标准作业的改善,减少由于工位的变动而带来的整个标准作业文件内容的改动,在条件允许时建议以要素作业内容为单位进行标准作业的制作,当作业内容更改时就可以将此页内容直接移动到相应的工位,减少文件重复制作的麻烦。
(4)根据每项作业的操作内容,通过图示及标注的方法表示其作业顺序和作业方法,并要对每一个要素作业的操作内容和操作方法进行细化,达到能够指导新人操作的目的。
(5)在表中详细填写每一要素作业操作过程中的安全注意事项,例如操作、劳保用品,某项操作所使用的设备、工具和上岗证等;确定零件具备的功能项,如防锈作用、减震作用,操作时间和标准在制品数量等。
(6)标准作业要领书制作完成后需通过车间标准作业小组和技术部门的审核、签字认可,最后由主管领导签字批准。
(7)当操作内容、操作顺序发生变化时,要在标准作业要领书的修改栏中体现,及时填写变更时间、内容,同时班长要签字,并重复以上(4)、(5)、(6)程序。
6.要素山积表
要素山积表用于确定生产线各工位的要素作业时间,在目视板上以搭积木的方式对全班的工作内容进行要素拆解和重新排列,以发现操作中存在的浪费,并予以消除,同时确定最简单、科学的操作顺序。要素山积表主要用于生产线平衡,其形式如下图所示。

要素山积表示例
编制要素山积表的方法:
(1)用摄像机记录每个工位操作的全部动作(操作动作要连贯)。
(2)根据录像将操作动作分解成走动时间、准备时间、和纯作业时间,用秒表分别测定每个人每个要素的作业时间。
(3)根据具体情况设定节拍时间(S)与动作标识(长度)之间的比例关系,把磁条按比例剪成节拍时间的长度。
(4)在目视板的水平轴上依工位顺序标明每位员工的姓名,垂直轴上标明时间刻度、目前生产节拍时间和预期目标节拍时间。再将磁条分别粘在每个操作者的姓名上面。
(5)用三种不同颜色的硬纸板分别代表走动时间(深色)、准备时间(带斜剖面线)和纯作业时间(浅色)。
将每位操作者的走动时间、准备时间和纯作业时间的要素作业依据设定的比例和前后次序,用三种不同颜色的硬纸板粘贴到目视板的磁条上。为了便于改善,将纯作业时间放到最底层,依次向上为准备时间和走动时间。
生产线改善时,使用山积表要注意以下三个方面的问题:
(1)进行生产线工作量的平衡分析,找出影响生产的瓶颈工位。
(2)走动时间和准备时间是改善的重点,要最大限度地压缩走动时间和准备时间,并合理安排工作顺序以达到最佳的工艺组合。
(3)在调整时要遵循四个原则:①保证装配的技术要求;②减少走动距离;③合理分配劳动负荷;④慎重调配安全件等急需零件。
7.要素作业连接表
要素作业连接表是为了使整条生产线都能看到生产变动时现场的情况而编制的表格,以便于发现问题点。其内容包括:部位矩阵图、部位图、工位变换图、作业平衡表、工位评价表。生产变动时调整相应的表格,可以快速、合理地实现工位调整。
三、标准作业组合表、标准作业卡和标准作业要领书之间关系
标准作业文件中,标准作业组合表、标准作业卡和标准作业要领书三者之间的关系非常重要。管理者一定要明确三者之间的关系,才能正确指导作业人员执行标准作业文件。
标准作业组合表主要用来观察、分析、记录一个作业员的作业顺序过程;
标准作业卡是为了了解工位全体操作人员的作业范围,记入标准作业三要素和质量确认、安全注意等方面的内容;
标准作业要领书是标明标准作业顺序中各项具体操作内容、作业的操作顺序、作业重点、作业指示图、使用工具、质量要求、操作要求、安全标准和设备操作证等。
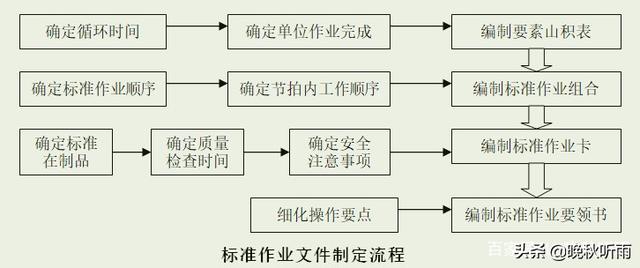
四、标准作业编制
标准作业的编制顺序为编制要素山积表、编制标准作业组合表、编制标准作业卡、编制标准作业要领书等。如下图所示。